任何铸铁件的补缩工艺设计,都应该以自补缩为基础。一个需要设置冒口补缩的铸件,也要充分利用石墨化膨胀自补缩,通过计算确定为无冒口浇注。通过计算浇道的尺寸确定浇注系统如图3所示”。
4原有工艺的优化
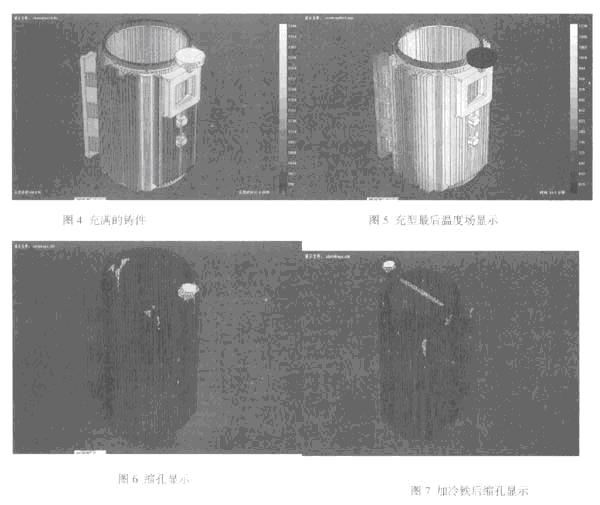
(1)将与横浇道相连的直浇道延长到对面部分上,同时在最后充型时温度较高的部分添加冷铁,设计的缩孔显示如图7。
分析:采用加冷铁的方法,效果也不是很理想,虽然原来部分的缩孔减少了,但总的量还是没怎么减少,说明这种方案也是不行的。
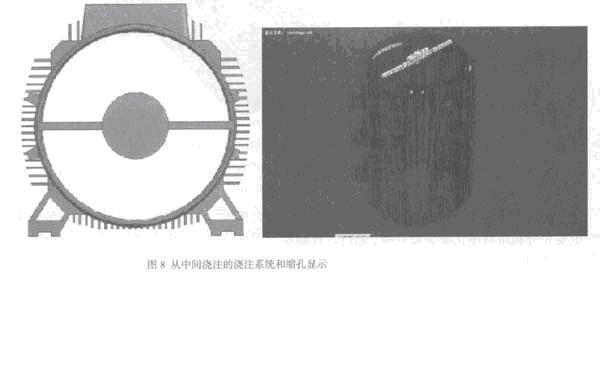
(2)采用从中间浇注的方法。加冷铁的结果显示,在原来的缺陷部分仍存在很多的缺陷,故采用从中间浇注的方法浇注,一方面可以缩短直浇道和铸件的距离,另一方面可以让铸件从两侧同时凝固,以变它的温度场分布,来达到优化的目的。设计的浇注系统和模拟的结果如图8。
分析:虽然改进后的结果中仍有缺陷存在,但是这些缺陷不是在铸件的重要部位,而是存在于铸件的加工余量上,在后处理过程中将被处理掉,对铸件没有太大的影响,所以这种优化方案是可行的。
5结论
CAE技术对铸件浇注、冷却过程进行模拟,对容易出现的铸造缺陷进行了预测,很好地体现了铸件优化设计的必要性。
铸造工艺优化导致铸件的温度场改变,使铸件在最后凝固时的温度场分布合理,从而达到了获得健全铸件的目的。